復卷機是現(xiàn)在很多的薄膜處理中常見的設備,在復卷機處理薄膜之前都是要對于設備進行調節(jié)的處理,之后調節(jié)之后才能使用的較好,調節(jié)技術主要有兩點,這個可能很多人都是不清楚,下面我們就來說下復卷機主要的調節(jié)技術是什么呢? 1、調整收紙檔板到合適距離(通過位于收紙檔板下方手鈕松緊實現(xiàn))。將打孔后的覆膜紙卷裝入給紙器,將紙穿過順紙軸用初道橡橡膠輥壓住,調節(jié)分切機輥兩端調整手輪到合適壓力(順時針壓力小,反之則大),然后開動電器旋扭由慢向快調速,利用快慢輥之間的速度差將覆膜紙分開。 2、調節(jié)輸紙皮帶(任意一條均可),使復?卷機與覆膜紙卷打孔側對齊。視待分切紙張大小,調整操作面手輪,使兩組壓紙膠輥的距離到合適。(順時針搖動兩輥間距變小,反之則大)安裝打斜輪到覆膜紙卷打孔側,并調好角度。 復卷機是現(xiàn)在很多的薄膜處理中常見的設備,在復卷機處理薄膜之前都是要對于設備進行調節(jié)的處理,之后調節(jié)之后才能使用的較好,調節(jié)技術主要有兩點,這個可能很多人都是不清楚,下面我們就來說下復卷機主要的調節(jié)技術是什么呢? 1、調整收紙檔板到合適距離(通過位于收紙檔板下方手鈕松緊實現(xiàn))。將打孔后的覆膜紙卷裝入給紙器,將紙穿過順紙軸用初道橡橡膠輥壓住,調節(jié)分切機輥兩端調整手輪到合適壓力(順時針壓力小,反之則大),然后開動電器旋扭由慢向快調速,利用快慢輥之間的速度差將覆膜紙分開。 2、調節(jié)輸紙皮帶(任意一條均可),使復?卷機與覆膜紙卷打孔側對齊。視待分切紙張大小,調整操作面手輪,使兩組壓紙膠輥的距離到合適。(順時針搖動兩輥間距變小,反之則大)安裝打斜輪到覆膜紙卷打孔側,并調好角度。
日期:2023-08-05 0復卷機須由固定的人員來操作該包裝機器設備,且能熟練掌握開機、制袋程序,會簡單的儀表調試,改參數(shù)等;機械儀表調試人員需要經過廠家嚴格,能熟練掌握儀表性能,工作程序、操作模式、工作狀態(tài)、常見故障排查和處理; 未經人員嚴禁操作電腦儀表。 設備的日常基本清潔需要讓電腦儀表箱內外清潔干燥;定時檢查接線端子沒有松動、脫落現(xiàn)象。保障電路、氣路通暢。
日期:2023-08-04 0分切機的中部安裝有加工紙管的主軸,主軸的前端使用一組軸承固定在底座上,在一組軸承的中間安裝有皮帶輪;在接近底座的位置安裝有壓縮氣缸,氣缸的支撐桿的上端安裝有一套支撐桿軸承,支撐主軸 。 在設備的上端安裝有主刀軸,并在其上設置在若干刀片,且按相應的間隙排列;在設備的頂部設置的主刀軸的支撐架,在支撐架的中間安裝有支撐氣缸。
日期:2023-08-04 01、收卷的張力過大:會直接導致成品產生碟形,鼓形等。 2、復卷機的輥面處理不好以及工藝設計不合理造成:材料分切過程中在滾筒上橫向打滑、打皺、脫輥,這些問題會直接導致收卷不齊。 3、設備的機械故障:比如傳動輥或空輥輪的軸承損壞導致軸竄動;輥輪的動平衡精度太低等。
日期:2023-08-04 01.涂布機要緊用于生產薄膜、紙張等表面涂布工藝。涂布機是在卷好的基材上涂上一層具有特定功效的膠水、涂料或油墨,干涸后再卷起來。 2、涂布機采用專用多功效涂布頭,可實現(xiàn)多種形式的表面涂布,其收放卷均為全速自動接膜機構。 二、涂布機的類型 1.刷式。一種陳腐的涂布裝備,在19世紀50年代用于用瓷土涂料生產涂層墻面壁紙。有圓刷涂布頭、橡皮布輥涂布頭和橡皮布套筒涂布頭。 2.氣刀。20世紀30年代,氣刀涂布機出現(xiàn),也標記著當代紙張涂布工業(yè)的首先。它降服了刷式涂布機的壞處,使涂布紙產量迅速進步。
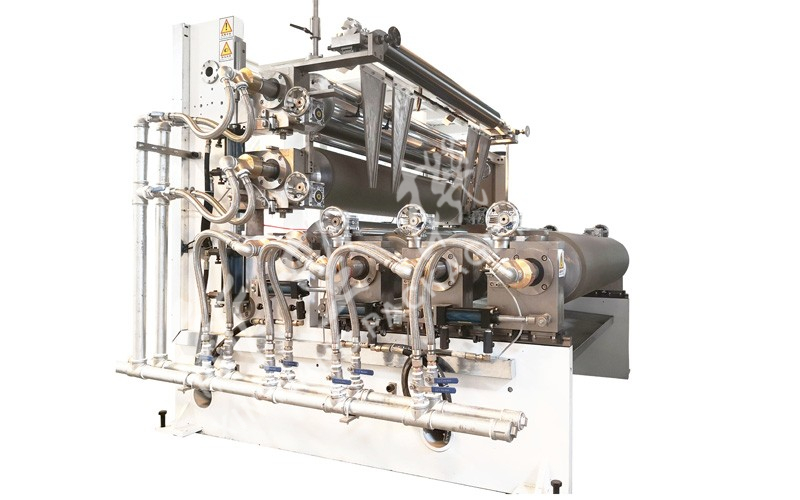
日期:2023-08-04 01.整機由6臺變頻電機控制。 2.放卷架的形式是一個具有自動控制磁粉張力的單工位。 3.網紋輥的涂布方式,涂布刮刀軸采用重型兩軸機械獨立游動,刮刀的調節(jié)方式為手動和氣動,角度可隨意調節(jié),涂布量取決于網紋輥的網眼線,不同的涂布量可以更改具有不同網格線的網紋傳墨輥。
日期:2023-08-04 0涂布機需求將膠大概油墨類物質勻稱粘連在鋁箔、塑料薄膜大概布料紡織品表面,對涂布工藝要求相對高,不僅要求涂布高度勻稱并且要可以或許實現(xiàn)高速不停機換卷以進步生產服從。 東莞PET涂布機的操縱流程: 涂布機要緊用于薄膜、紙張等的表面涂布工藝生產,此機是將成卷的基材涂上一層特定功效的膠、涂料或油墨等,并烘干后收卷。它采用專用的多功效涂布頭,能實現(xiàn)多種形式的表面涂布產生,PE保護膜虛線點斷機的收放卷均配置全速自動接膜機構,PLC程序張力閉環(huán)自動控制。
日期:2023-08-03 0涂布機主要常見的故障如何進行排除?涂布機主要用于薄膜、紙張等的表面涂布工藝生產,此機是將成卷的基材涂上一層特定功能的膠、涂料或油墨等,并烘干后收卷。 它采用專用的多功能涂布頭,能實現(xiàn)多種形式的表面涂布產生,涂布機的收放卷均配置全速自動接膜機構,PLC程序張力閉環(huán)自動控制。
日期:2023-08-03 0復卷機是一種用于紙類、云母帶、薄膜設備,其用途是將造紙機生產出來的紙卷(稱為原紙卷)進行依次復卷,紙張經過復卷后做成成品紙出廠。 由卷紙機卷得的紙卷比較松軟,內側可能會有破損或斷頭,兩側邊緣不整齊,紙幅寬度等多不能直接使用于紙加工或印刷等機器,大部分紙種(新聞紙、凸版印刷紙、包裝紙等)需要經過復卷?機切邊、分切、接頭、在紙卷芯上重卷形成相應規(guī)格、相應緊度要求的成品紙卷才能出廠。
日期:2023-08-03 0? 由復卷機卷得的紙卷比較松軟,內部可能會有破損或斷頭,兩側邊緣不整齊,紙幅寬度等多不能直接使用于紙加工或印刷等機器,大部分紙種(新聞紙、凸版印刷紙、包裝紙等)須經過設備切邊、分切、接頭、在紙卷芯上重卷形成相應規(guī)格、相應緊度要求的成品紙卷才能出廠。
日期:2023-08-03 01、涂布機傳動部位磨損 涂布機在運行過程中常會出現(xiàn)傳動部位磨損的問題,如涂布機烘缸軸頭磨損、卷紙輥軸承室磨損等。傳統(tǒng)的修復方法有堆焊、熱噴涂、電刷鍍等,但都存在一定的弊端: 堆焊會使零件表面達到很高溫度,造成變形或裂紋,嚴重時還會導致軸的斷裂;電鍍鍍層不能太厚,且污染嚴重,應用也受到了限制。材料具有很好的粘著力及抗壓強度,可以免拆卸現(xiàn)場修復涂布機磨損。同時因其具備金屬欠缺的退讓性,能夠很好的吸收設備的沖擊振動,避免了二次磨損。
日期:2023-08-02 0(1)檢查機組各部件有無異常。 (2)檢查各控制開關、電氣按鈕是否在正常位置。 (3)接通電源,打開冷卻水、壓縮空氣開關。 (4)檢查電壓、氣壓、液壓站的壓力是否正常。 (5)開啟涂油機,調節(jié)涂油量,檢查上下刀梁噴油情況。
日期:2023-08-02 0
新望二維碼

地址:廣東省東莞市企石鎮(zhèn)東平村大興路151號

網址:www.balancevedio.cn

+86-769-86780883/86723139/86736139

售后服務專線:0769-86738139致電總機轉808

郵箱:webmaster@xinwang-dg.com
國內業(yè)務:0086-769-86780883
外貿業(yè)務:0086-769-86780883轉886/830/818
市場營銷部經理/內貿:139-2685-1812(伍經理)
市場營銷部經理/外貿:135-0981-9098(羅經理)
版權所有:東莞市新望包裝機械有限公司 粵ICP備 05035041號??技術支持:競爭力網絡![]()
本網站部分素材來源于網絡,如有侵權,請立即聯(lián)系刪除





 在線咨詢
在線咨詢