分條機的類型:
1.平行刀片剪切機。這種剪切機的兩個刀片是平行的。它通常用于橫向切割初軋坯(方形板坯)和其他方形。矩形截面的鋼坯也被稱為鋼坯剪切機。此類剪切機有時還使用兩個成型刀片來冷剪軋件(如圓管坯和小圓鋼等)。此時,刀片的形狀與被剪軋件的截面形狀相適應。
2.斜刀片剪切機。這種剪切機的兩個刀片,上刀片傾斜,下刀片水平,相互形成一定的角度位置。上刀片的傾斜度為1°~6°。該剪切機常用于冷剪熱剪切鋼板、帶鋼、薄板坯、焊管坯等。有時它也被用來切割成束的小鋼。
軋制空腹窗料時,用斜刀片剪切機剪切帶鋼的頭部和尾部(用帶鋼不切頭尾時),焊接成大卷帶鋼。
斜刀片剪切機將上刀片傾斜,下刀片水平,目的是減少與剪切件的剪切接觸長度,從而降低剪切力,減少剪切機的體積,簡化結構。斜刀片剪切機的主要參數包括:剪切力。刀片傾斜角。刀片的長度和剪切次數。這些參數是根據軋制件的尺寸和機械性能來確定的。
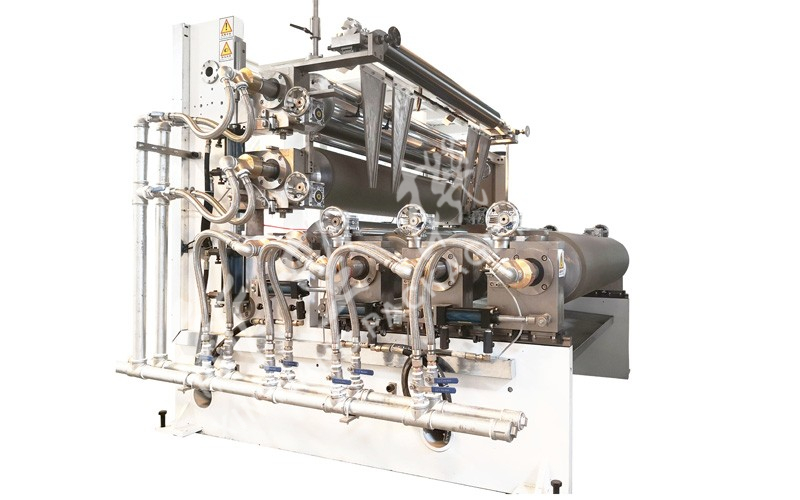
分條機的結構:
縱向剪切機列的設備組成一般包括:開卷機、導向裝置、開卷張力裝置、切頭剪、穿料臺、活套、圓盤剪、導向輥、機列傳動輥、進口夾緊裝置、恒張力卷取裝置、碎邊機、廢料車、卷取機、襯紙裝置等。縱向剪切機列一般有以下幾種形式。
A.單入口活套縱剪。
這種垂直剪切在剪床前設置活套。將帶材送入入口活套的方式包括中央驅動開卷、拉緊開卷、浮輥控制開卷等。這樣可以實現微張力或零張力剪切,避免剪刀打滑;同時,開卷機可以實現帶材對中,而無需對中裝置。
B.單出口活套縱剪。
這種類型的垂直剪切設置在剪床后面,剪切帶材由剪切機推入剪切機與張力裝置之間的無張力活套。對于薄帶,可能需要一個入口邊緣導向系統,以確保剪切過程中帶卷的穩定性。這樣可以有效避免厚差帶來的各種帶材的不同步問題,通過控制帶材的張力來實現帶材的卷取;由于出口活套的設置,帶材可以自由流出剪刀,避免帶材在張力狀態下磨損剪刀,影響剪刀的使用壽命;同時,由于出口無張力,避免了帶材縮頸等現象。單出口活套使用較多。
C.雙活套縱剪。
雙活套垂直剪切結合了兩種形式:入口活套垂直剪切和出口活套垂直剪切。在離開卷路機進入剪切機之前,將卷路機或夾輥裝置或拉緊裝置送入免費活套。剪切帶離開剪床后,將另一個活套送入張緊裝置。因此,這種垂直剪切方法被稱為雙活套垂直剪切。采用這種形式的垂直剪切,垂直剪切機僅用于切割帶材,從而消除了帶材在剪刀刃口打滑的可能性。該方法中和了單入口活套和單出口活套的特點,適用于薄軟帶的剪切。


新望二維碼

地址:廣東省東莞市企石鎮東平村大興路151號

網址:www.balancevedio.cn

+86-769-86780883/86723139/86736139

售后服務專線:0769-86738139致電總機轉808

國內業務:0086-769-86780883
外貿業務:0086-769-86780883轉886/830/818
市場營銷部經理/內貿:139-2685-1812(伍經理)
市場營銷部經理/外貿:135-0981-9098(羅經理)
版權所有:東莞市新望包裝機械有限公司 粵ICP備 05035041號??技術支持:競爭力網絡![]()
本網站部分素材來源于網絡,如有侵權,請立即聯系刪除





 在線咨詢
在線咨詢